
 0
0



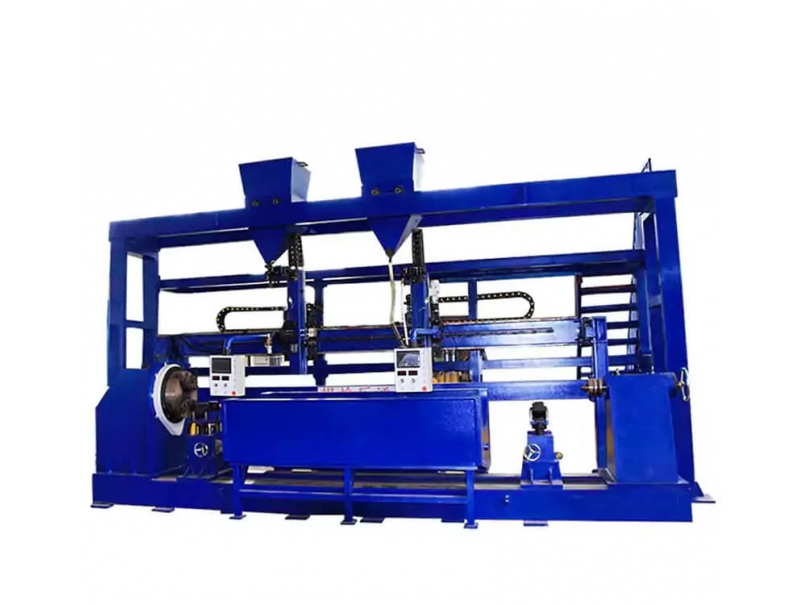
Двухголовочная (многоголовочная) сварочная машина для наплавки валков в основном используется для различных типов непрерывной разливки и непрерывных валков, горячих валков, горячих и холодных опорных валков, валков цветных металлов, предварительных валков, валков клети и другие ролики в сталелитейной промышленности. Метод сварки предполагает автоматическую сварку под флюсом.
Описание вышележащей технологии сварки:
 аппарат для наплавки валков сваркой 31")
Технический процесс:
Черновая обработка валков → Ультразвуковое обнаружение трещин → Предварительный нагрев → Автоматическая наплавка под флюсом (сохранение тепла) → Термическая обработка после наплавки → Чистовая обработка поверхности валков → Измерение твердости на слоях → Ультразвуковое обнаружение трещин → Проверено и сохранено.
Ролики работают при высоких температурах и переменно нагруженных агрессивных рабочих средах, необходимых для хорошей прочности и нагрева.
Усталостная стойкость и износостойкость.
Во время наплавки ролик должен быть подвергнут предварительному нагреву и медленному охлаждению, а затем термически обработан, таким образом, ролик может быть легко
продолжилось и улучшилось удобство использования.
Проволока для дуговой сварки под флюсом и флюс: проволока диаметром Ф4 мм или флюсовая проволока Ф3,2 мм; спеченный флюс SJ107 или SJ108.
Оборудование для дуговой сварки под флюсом: установка для дуговой сварки под флюсом МЗ-1000, электронагревательная печь (отжиг) и электрическая.
термоизоляционная печь, трехкомпонентный сварочный автомат, система рециркуляции флюса.
Функции:
экономия затрат и хорошая экономия. Когда подложка заготовки сделана из обычных материалов, а поверхность покрыта высоколегированным наплавочным слоем, не только снижается стоимость изготовления, но и сохраняется много драгоценных металлов.








{kind=link}
{kind=link}