
 0
0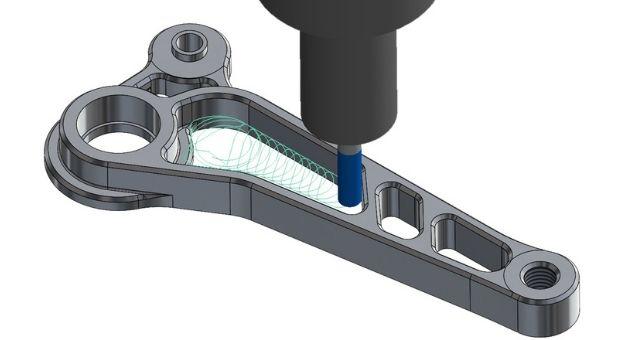
Разработка технологии на станках с ЧПУ
Технология обработки деталей на ЧПУ обеспечивает высокую точность, повторяемость и производительность, что особенно важно в условиях серийного и мелкосерийного производства. Разработка технологии обработки — это комплексный процесс, включающий анализ чертежа, выбор оборудования, инструмента, режимов резания и создание управляющей программы.
Инженеры компании ALPHAMACHINE готовы осуществить все ключевые этапы разработки технологии обработки детали на станке с ЧПУ с учетом особенностей, которые позволяют добиться оптимального результата.
1. Анализ конструкторской документации
Первый этап — детальный анализ чертежа детали. Технолог изучает:
- геометрию и сложность формы;
- допуски и посадки;
- требования к шероховатости поверхности;
- материал заготовки;
- термообработку и покрытия.
Важно определить критические размеры, которые требуют повышенной точности, а также понять, можно ли объединить несколько операций в одну установку. Грамотный анализ позволяет минимизировать количество переустановок и снизить риск накопления погрешностей.
2. Подбор оборудования
На основе геометрии детали определяется тип станка:
- токарный станок с ЧПУ или токарный обрабатывающий центр— для тел вращения;
- фрезерный станок с ЧПУ — для корпусных деталей;
- токарно-фрезерный обрабатывающий центр — для сложных комбинированных операций;
- 5-осевые станки — для обработки пространственно сложных поверхностей.
Выбор оборудования зависит не только от формы детали, но и от требуемой точности, объема партии и сроков изготовления.
3. Подбор режущего инструмента
Выбор инструмента зависит от:
- материала детали;
- требуемой точности;
- глубины резания;
- типа обработки.
Используются твердосплавные пластины, монолитные фрезы, сверла с внутренним подводом СОЖ, резьбонарезные инструменты. Современные инструментальные системы позволяют быстро менять инструмент и сокращать время переналадки.
4. Расчет режимов резания
Определяются основные параметры:
- скорость резания (Vc);
- подача (S);
- глубина резания (t);
- частота вращения шпинделя (n).
Расчет производится с учетом рекомендаций производителя инструмента и характеристик станка. Неправильно выбранные режимы приводят к ускоренному износу инструмента и снижению качества поверхности.
5. Разработка или подбор оснастки
В ряде случаев можно использовать типовые решения:
Тиски
Подходят для:
- призматических деталей;
- мелкосерийного производства;
- универсальных фрезерных операций.
Патроны (3- и 4-кулачковые)
Используются при:
- токарной обработке тел вращения;
- работе с круглыми заготовками;
- серийном производстве.
Цанговые зажимы
Оптимальны для:
- пруткового материала;
- высокой точности центрирования;
- небольших диаметров.
Модульные плиты и прижимы
Позволяют быстро собрать схему закрепления без изготовления специальной оснастки.
Стандартная оснастка снижает затраты и ускоряет запуск проекта, но подходит не всегда.
Разработка управляющей программы
Создание УП осуществляется:
- вручную (ISO-код);
- с использованием CAM-систем.
В CAM-программе формируются траектории инструмента, проводится моделирование обработки, проверка на столкновения и оптимизация времени цикла. Это значительно снижает вероятность ошибок и позволяет заранее оценить производительность.
Наладка и пробная обработка
Перед запуском в серию проводится:
- установка и привязка инструмента;
- настройка нулевых точек;
- пробный запуск без резания;
- изготовление контрольной детали.
После измерения корректируются смещения инструмента и параметры программы.